StaatAppで工程能力指数を用いた分析を実行する方法を紹介します.SaatAppではCSVファイルやExcelファイルを読み込み,クリック操作だけで工程能力指数やヒストグラムなど実務で必要な値の算出,グラフ作成を行うことができます.
アプリの基本操作
StaatApp基本操作(データの入出力など)は以下のページで解説しています.
分析例で用いるサンプルデータ
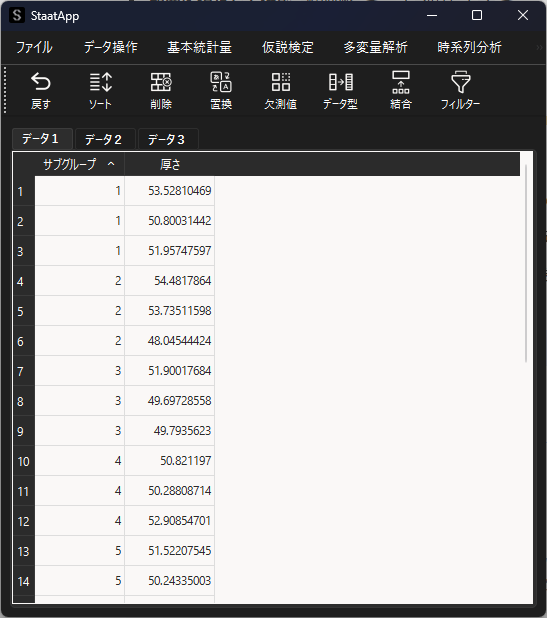
工程能力指数の計算例として「厚さ」の測定データを用います.データは2列構成で,1行が1回の測定結果を表します.
- サブグループ:測定が行われたロット/時間帯/機台など、同一条件下でまとめた区分(グルーピング)を示します.
- 厚さ:品質特性(測定値)で、各サブグループ内で複数回測定した実測値です.
工程能力指数の算出(基本機能)
メニューバーから「品質管理」→「工程能力指数」を選択します.
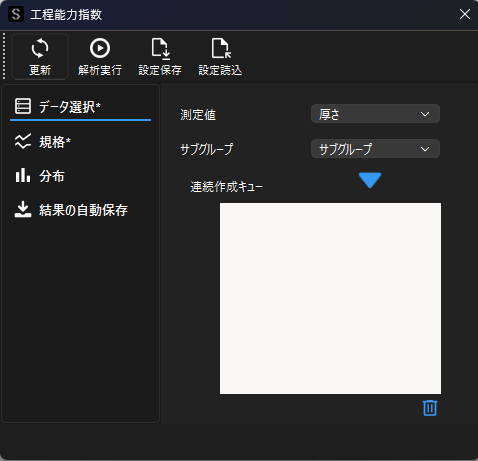
工程能力指数用ウィンドウが表示されたら,各項目を設定します.
「測定値」に解析対象となる数値データの列を選択します.「サブグループ」にはデータをまとめる区分列を選択します。
サブグループがない場合は,初期設定値の「なし」のままといてください.列を指定した場合はサブグループ内ばらつきから工程内σ(within σ)を推定します。「なし」を選択した場合はI-MR法により工程内σを推定します。
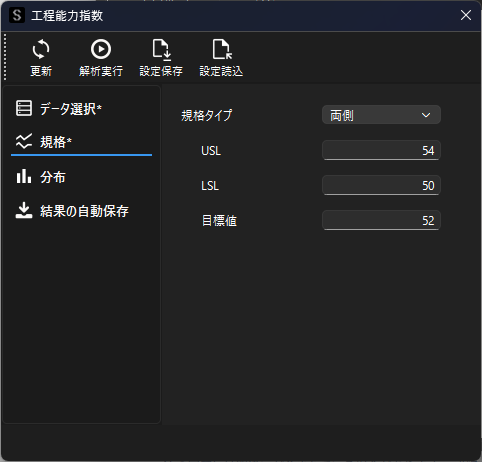
サイドメニューの「規格」を選択して,規格条件を設定します.「規格タイプ」を両側を選択した場合,上限規格(USL)と下限規格(LSL)と目標値を入力してください.
データ選択と規格条件の設定が完了したら,「解析実行」ボタンをクリックして工程能力指数を算出します.以下のウィンドウに,各指標値とヒストグラム,QQプロットが算出されます.
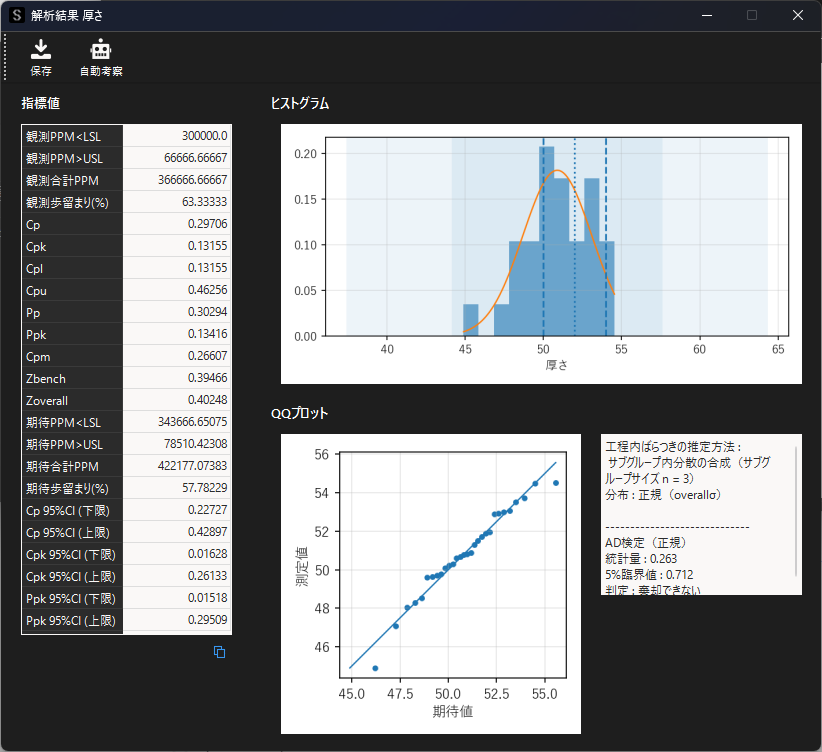
ヒストグラムでは測定値の分布と規格値,目標値を比較して確認することができます.QQプロットでは正規性の確認をすることができます.工程能力指数の結果については,自動考察機能(※プレミアムプランのみ有効)を用いて,結果の解釈・改善点を出力します.
今回のサンプル内容・設定からは以下のような考察が得られます.
1.総評(1〜2文)
現在の「厚さ」工程は規格幅(50.0〜54.0)に比べてばらつきが非常に大きく、歩留まりが低い(観測歩留まり ≒ 63%)ため工程能力は著しく不足しています。欠陥は下側(LSL=50.0)寄りに偏っており、規格逸脱品が多発しています。
2.能力指数の解釈(Cp, Cpk, Ppk, Zbench, Zoverall を中心に)
・Cp = 0.297:工程の総ばらつきが規格幅に対して非常に大きいことを示します(理想的な目安 Cp≥1.33 と比べて大幅に不足)。現状では規格幅の6σに対する余裕がほとんどありません。計算上の工程標準偏差は約 σ ≒ 2.24(単位:厚さ)と推定され、3σ ≒ 6.73 は規格半幅(2.0)を大きく超えています。
・Cpk = 0.1316, Ppk = 0.1342:工程は中心化(ターゲットへの寄せ)も出来ておらず、下側に偏っているため両側で大きな不適合が出ています。Cpk と Ppk がほぼ同じであることは、推定されたばらつき(withinおよびoverall)が大きく、短期・長期とも能力が低いことを示します。
・Cpl = 0.1316, Cpu = 0.4626:下側(LSL)寄りの偏りが強く、LSL側での不適合が多い(観測PPMUSL = 66,666.7)。
・Zbench = 0.395, Zoverall = 0.402:Z値が0.4前後と非常に小さく、規格からの安全余裕がほとんどないことを表します(Z≈0.4 は期待不良率が極めて高い領域)。
・実際の影響:観測合計PPM ≒ 366,667(歩留まり ≒ 63.3%)、期待合計PPM(正規分布仮定による期待値)≒ 422,177(期待歩留まり ≒ 57.8%)と、実務上は半数近くが不適合になり得る水準です。
3.分布仮定・AD検定結果の解釈
・AD検定(正規性検定)で統計量 0.263 は 5%臨界値 0.712 を下回り、「正規分布であるという仮定を棄却できない」結果です。したがって、正規分布(overall σ)を仮定した能力評価の前提は現時点では受け入れ可能です。
・ただし、正規性が棄却されなくてもプロセスに時系列的な変動(段階的なシフト、工程変化、特殊原因)があると指標の解釈が変わるため、時間軸での安定性(管理図など)確認は必須です。
4.注意点・改善のヒント(箇条書き)
・直ちに必要な対応
・ばらつき(σ)を減らすことが最優先:現状のσ≈2.24を、例えばCpk=1.0を目指すならσ≈0.667、Cp=1.33を目指すならσ≈0.50が必要(いずれも現状から3〜4倍以上の改善が必要)。
・中心化(meanのシフト):現在の平均は約 50.9 程度でLSL寄りです。ターゲット(52.0)へ平均をシフトするとLSL側の不良が減ります(ただしばらつきが大きいままでは十分でない)。
・原因調査(まず短期でできること)
・原材料ロット差、装置校正、工具摩耗、温度/湿度など環境要因、オペレータ手順のばらつきを優先順位付けして調査。
・サブグループ(n=3)を使った推定なので、測定方法のばらつき(測定器のリピート性・再現性)を確認。ゲージR&R を実施。
・管理・改善手法
・管理図(X-bar、RまたはS)で工程が安定か(特殊原因の有無)を確認。安定ならばばらつき低減施策が有効、安定でないならまず安定化(特殊原因排除)。
・5WhyやFMEAで主要因を特定し、工程パラメータの標準化・精度向上(治具改良、制御仕様の厳格化)を実施。
・SPCでリアルタイム監視し、逸脱が出たら即対応する仕組みを構築。
・期待効果の目安
・σを半分程度に削減できれば不良率は大幅に低下し、さらに平均を中央に寄せれば歩留まりは劇的に改善します。
・注意点(解釈上)
・CpkやPpkの95%信頼区間が広い(Cpk 95%CI 下限 ≒ 0.016、上限 ≒ 0.261)ため、標本数や時期によるばらつきで推定に不確かさがある点に留意してください。追加データによる再評価を推奨します。
まとめ:ばらつきが非常に大きく、かつ平均が下側に偏っているため現状は「工程能力が不足」しています。まずは測定系確認と工程安定化(管理図)、次に主要原因の低減(設備・工程・材料)と中心化を行うことで、歩留まり改善が期待できます。
工程能力指数の連続算出
複数の測定値(複数列)から連続で工程能力指数の算出を行いたい場合は,「データ選択」画面の「連続作成キュー」を用います.「測定値」を選択した状態で,追加ボタンをクリックすると連続作成キューに追加されます.
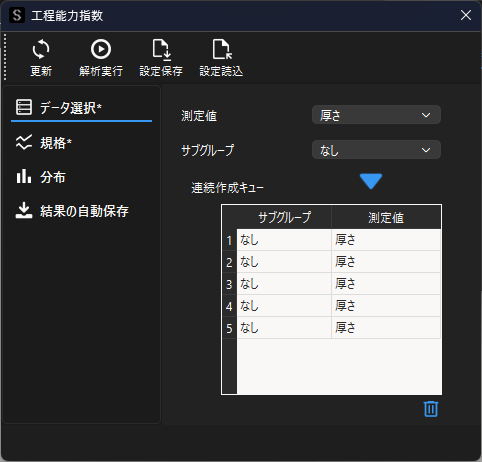
連続作成キューを追加した状態で,「解析実行」を行うと連続作成キュー分だけ結果ウィンドウが自動で表示されます.
結果の自動保存
結果の自動保存画面では,結果ウィンドウを画像ファイルとして保存を行う設定が可能です.「結果の自動保存」ボタンをONにして,ファイル名と保存先を設定してください.
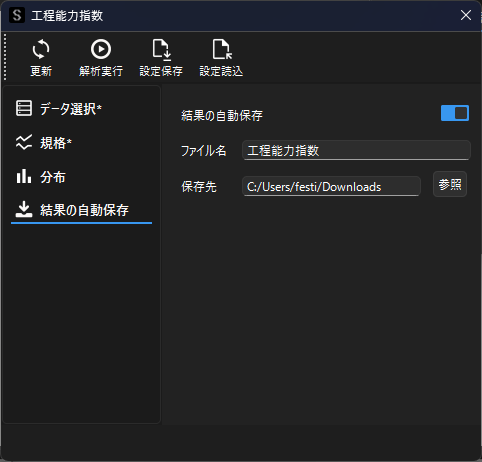
自動保存をONにした状態で,「解析実行」を行うとウィンドウで結果は表示されずに,設定した保存先に画像ファイルとして結果が保存されます.
連続作成機能と合わせて使用することで,複数の測定値に対する工程能力指数の算出結果を自動で保存することができます.
算出した結果は,結果表示ウィンドウからも画像ファイルとして保存することも可能です.
設定の保存・読込
解析実行前に設定した内容は,ツールバー「設定保存」機能で設定ファイルとして保存することができます.
例えば,常に同じ規格条件を用いる場合に設定ファイルとして保存を行い,解析実行時に保存した設定ファイルを「設定読込」機能から読み込んで,以前の設定内容を再現します.
設定ファイルは異なる端末にも共有可能で,複数の解析者実行者が同じ条件で解析を行う際にもご利用いただけます.
補足① 統計アプリStaatAppとは
StaatAppは計算仮定が複雑な解析手法を,誰でも手軽に素早く行なうことができるアプリです.StaatAppの詳細は以下のページをお読みください.

補足② 工程能力指数とは
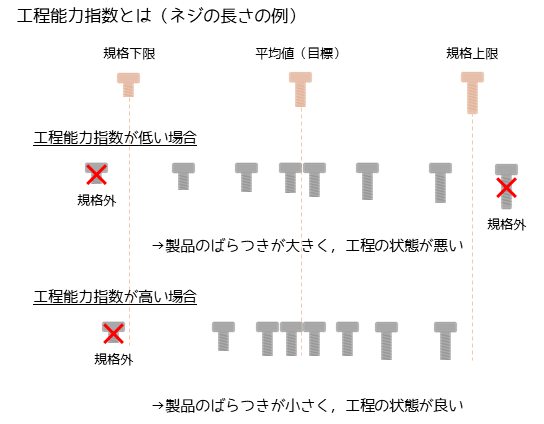
工程能力指数とは,製品のばらつきがどれだけ規格内に収まっているかを数値で評価する指標です.
ネジの長さの例では,工程能力指数が低い場合,製造されたネジの長さにばらつきがあり規格値を超えた規格外の割合が増加する工程状態を意味します.逆に工程能力指数が高い場合,ネジの長さが安定しており目標値に近く,規格外の割合が少ない工程状態を意味します.
工程能力指数についての詳細や分析手順,結果の読み方などは以下のページで解説しています.