管理図とは
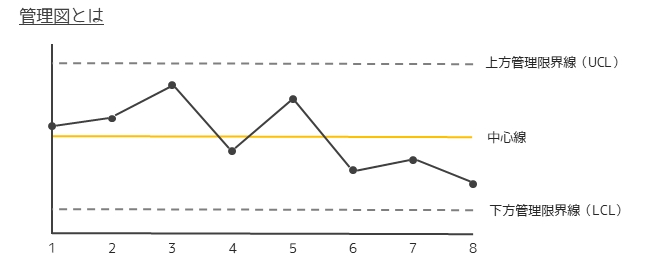
管理図は,製品や工程の品質を継続的に監視・改善するためのグラフになります.品質管理の基本ツールの一つで,測定値を時系列で記録し,中央に平均(中心線)、上下に管理限界線(上限と下限)を引きます.これにより,工程が安定しているかどうかを視覚的に判断できます.
もし点が管理限界線を超えたり,特定のパターンが現れた場合,それは異常の兆候と考えられます.管理図は,偶然によるばらつき(普通の変動)と.特別な原因による異常な変動を区別するのに役立ちます.品質問題の早期発見や対策に繋がる,現場で非常に有用なツールです.
管理図の構成要素は,以下のようになります.
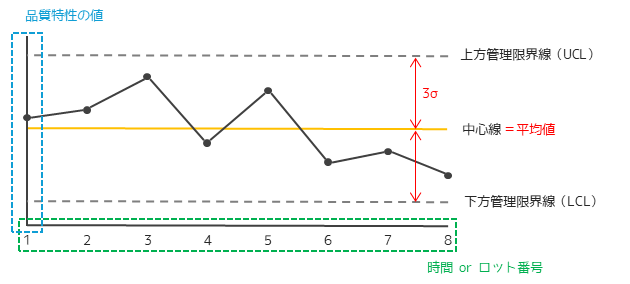
■ 中心線(CL: Center Line)
データの平均値を示す線です.
■ 上側管理限界(UCL: Upper Control Limit)
統計的に見て、通常起こりうる最大の値を示す線です.
中心線から3σ(標準偏差の3倍)とする場合が多いです.
■ 下側管理限界(LCL: Lower Control Limit)
UCLの逆で、通常起こりうる最小の値を示す線です.
UCLと同様に,中心線から3σとする場合が多いです.
■ 横軸(X軸)
時間やロット番号など、データの順序を示します.
■ 縦軸(Y軸)
測定された品質特性の値(例:長さ、重さなど)を表します.
管理図の種類
管理図にはいくつかの種類があり,大きく分けると2つの分類があり,計量値管理図と計数値管理図に分類されます.
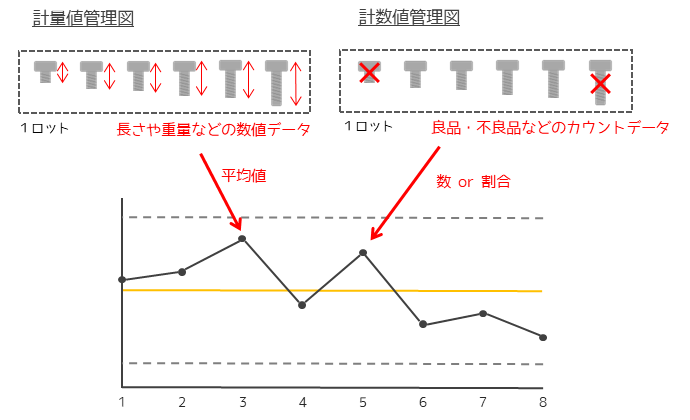
計量値管理図
測定器で連続した数値データ(長さや重さ,温度)を測る場合に用いる管理図です.1群(ロット)ごとのプロットは,平均値を算出して用いることが多いです.
計量値管理図には以下のような管理図があります.
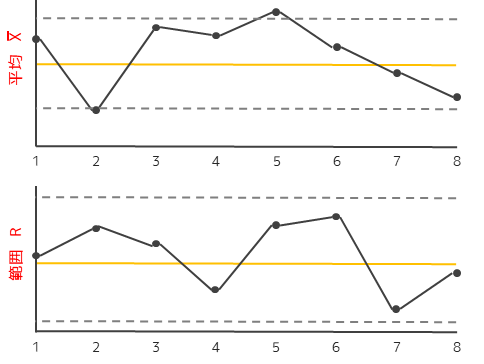
X-R(エックスバーアール)管理図
X-R管理図は,群ごとの測定値の平均を示した「Xbar管理図」と,群ごとの測定値の範囲(最大値と最小値の差)を示した「R管理図」が上下に並ぶ管理図です。測定値の平均値と分布範囲を同時に確認できます。X-R管理図を用いて監視することにより、製品の寸法や重量などの品質と工程を管理しやすいのが特徴です。
X-s(エックスバーエス)管理図
X-s管理図は,群ごとの測定値の平均を示した「Xbar管理図」と,群ごとの測定値の標準偏差を示した「s管理図」が上下に並ぶ管理図です。測定値の平均値とばらつきを同時に確認できます。
基本的な用途はX-R管理図と同じですが使い分けとして,測定回数・サンプルサイズに注目します.X-s管理図では,標準偏差を用いるので測定回数が多い場合でも,より正確にデータのばらつきを捉えることができます.
一方,X-R管理図は測定回数が多い場合(目安として,10以上)に,データの分布・ばらつきが捉えづらいです.ただし,R管理図で用いる範囲は標準偏差より算出が簡単でわかりやすい指標値なので,直感的に理解しやすいというメリットはあります.
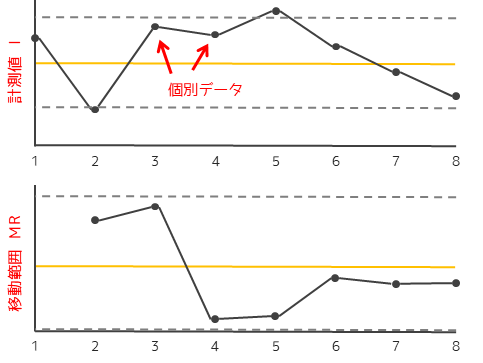
I-MR管理図
I-MR管理図は,ロットごとにデータ収集できない場合,群分けできない場合に用いる管理図です.
群分けできないため,個々のデータを全てプロットすることでばらつきを把握します.I管理図では,計量値をそのままプロットします.MRは管理図は,移動範囲(1つ前のデータとの差)をプロットします.
計数値管理図
カウントデータ(合格の数)や割合(不良品率)を対象に用いる管理図です.計量値管理図には以下のような管理図があります.
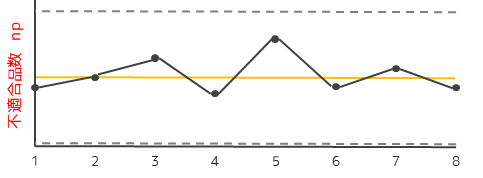
np管理図
np管理図とは,サンプルサイズ(測定回数)を示すnと不適合品率pをかけ合わせ、不適合品数npを算出してグラフにした図です.測定回数であるnが一定のときに,不適合品数をもとに品質を管理するのに使われます.
p管理図
p管理図とは,不適合品率pをグラフにした図です.サンプルサイズnが一定でないためnp管理図を利用できないときに,不適合品率をもとに品質を管理するのに使われます.
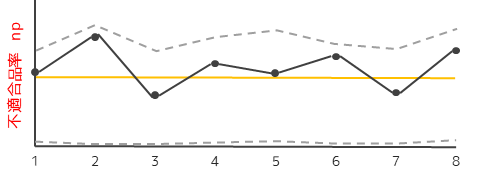
サンプルサイズが一定の場合,np管理図の方が品質状況を捉えやすいため,np管理図を用いることが多いです.
管理図の見方
管理図では,単に点が管理限界線(UCL/LCL)を超えたときだけでなく,一定の傾向や偏りが見られた場合も「異常」と判定します.
代表的なルールは 「Western Electric Rules」 や JIS Z 9021(旧JIS Z 9020)」 などに基づきます.
ここでは,Western Electric Rulesに基づいて異常と判定するパターンを紹介します.異常と判定するパターンは,以下の8つになります.
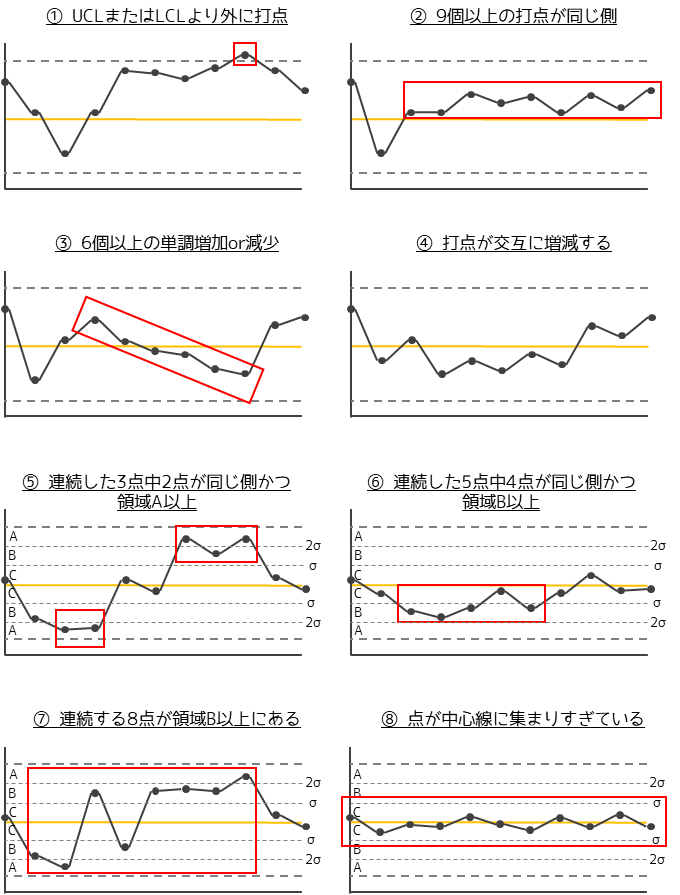
※領域Aは標準偏差×2~標準偏差×3,領域Bは標準偏差~標準偏差×2,領域Cは平均値~標準偏差
上記のパターンは,いづれも特有のパターンが生じるため,自然に起きるばらつき(正常な状態)ではないと判断します.
④については14つ以上の打点で交互に増減が発生した場合,⑧では15以上の打点が領域C以下にある場合に異常と判定すると厳密には定義されています.
管理図を作成するならStaatApp!
管理図による工程監視は、サブグループ集計や管理限界の計算、判定ルールの確認などが必要なため、Excelなどの表計算ソフトでは設定や数式作成に手間がかかります。複数の特性を同時に管理しようとすると、作業はさらに煩雑になります.
統計解析アプリStaatAppなら、データを読み込み、サブグループと測定値を選択するだけで、管理図の作成から管理限界の算出、違反ルールの自動判定までを簡単に実行できます.
初めての方は管理図作成機能を含むほぼ全ての機能を無料で利用できるので,お気軽にダウンロードしてお使いください!
》StaatAppを用いた管理図の作成
》統計解析アプリStaatApp

Excelを用いた管理図の作成方法
Excelを用いた管理図の作成方法は,以下のページで具体的に解説しています.
》Excelで行うX-R管理図の作り方
》Excelで行うX-s管理図の作り方
》Excelで行うI-MR管理図の作り方
》Excelで行うnp管理図の作り方
》Excelで行うX-s管理図の作り方