工程能力指数とは
工程能力指数とは,製品のばらつきがどれだけ規格内に収まっているかを数値で評価する指標です.
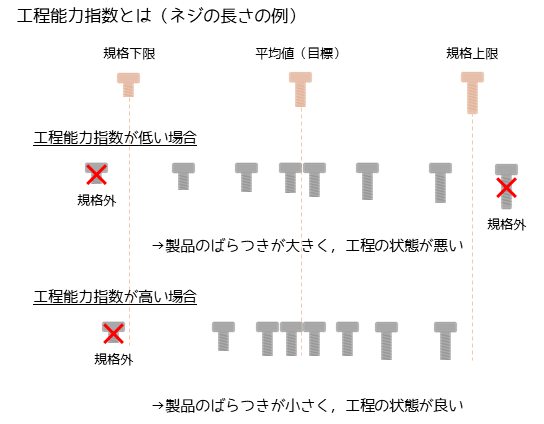
ネジの長さの例では,工程能力指数が低い場合,製造されたネジの長さにばらつきがあり規格値を超えた規格外の割合が増加する工程状態を意味します.逆に工程能力指数が高い場合,ネジの長さが安定しており目標値に近く,規格外の割合が少ない工程状態を意味します.
工程能力指数には,CpとCpkという2つの指標値があります.それぞれ,以下の意味を持つ指標値になります.
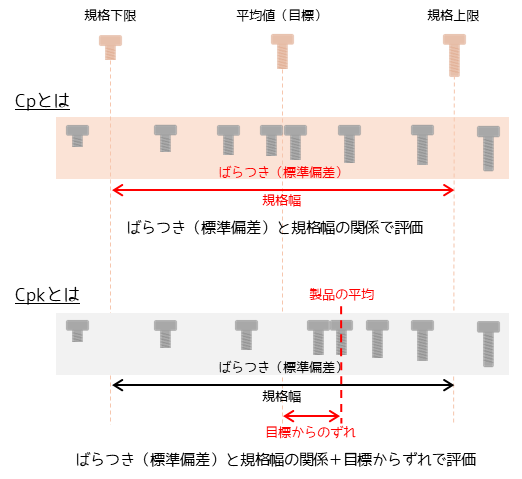
Cp:工程のばらつき(標準偏差)と規格幅の関係だけを評価
Cpk:ばらつきに加えて、平均値が規格中心からどれだけズレているかも評価する指標
例えば同じ規格範囲内でも,ばらつきが小さいほど(Cpが高い),製品が安定しており不良も少なくなります.
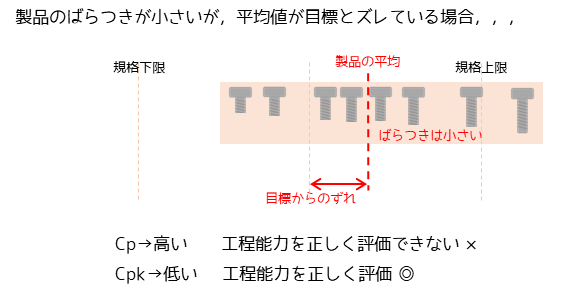
ただし,平均値が規格の中央からずれている場合は,Cpkでないと正しく評価できません.
CpとCpkはどちらの値も記載することが多いですが,実務的にはCpkを用いる場合が多いです.
工程能力指数の基準
工程能力指数には基準があり,以下の目安に従って判断することが多いです.
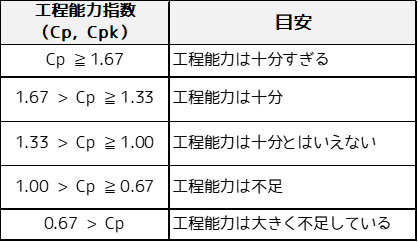
どの基準を用いるかは,業界によって異なりますが最も使われるしきい値は,1.33になります.1.33以上である場合に,十分な工程能力があると判断することが多いです.
工程能力指数を用いた分析(実務者向け)
工程能力指数を用いた分析は,測定値の分布や正規性の確認,規格条件との比較が必要なためExcelなどの表計算ソフトでは非常に手間がかかります.
統計解析アプリStaatAppでは,分析対象のデータを読み込み,クリックするだけで簡単に以下のような工程能力指数の算出や分布確認に必要なグラフ作成をすることができます.
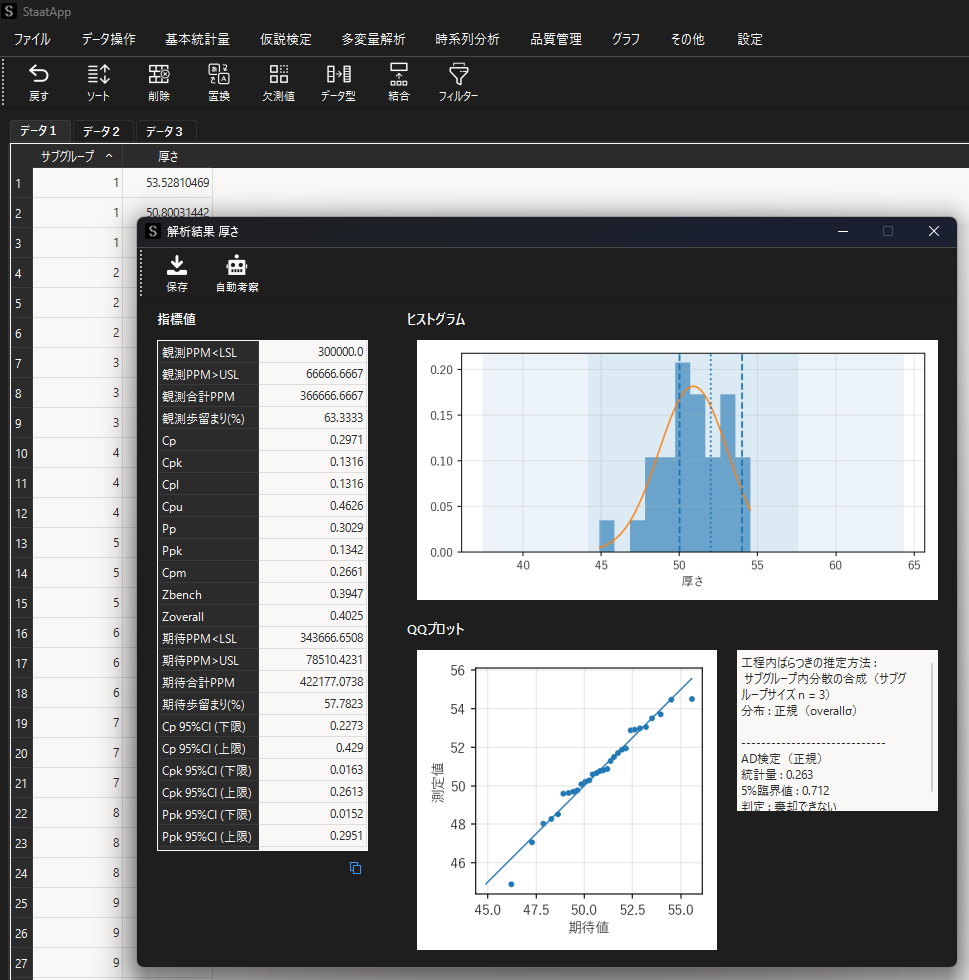
初めての方は品質管理機能を含むほぼ全ての機能を無料で利用できるので,お気軽にダウンロードしてお使いください!
Excelを用いた工程能力指数の計算方法
Excelを用いた計算方法について解説します.計算例ではネジ30本の測定値(長さ)に対して,工程能力指数を算出しています.
Excelでは以下のように各値を入力・算出することで,Cp・Cpkを算出することが可能です.
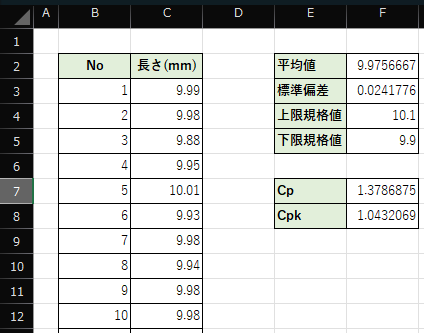
各セルへの入力式は以下になります.測定値はC3セルからC32セルに入力しています.
・F2:=AVERAGE(C3:C32)
・F3:=STDEV.P(C3:C32)
・F7:=(F4-F5)/(6*F3)
・F8:=MIN((F4-F2)/(3F3),(F2-F5)/(3F3))
① 平均値の算出
F2セルに測定値の平均値を算出します.平均値はAVERAGE関数を用いて,以下のように算出します.
=AVERAGE(C3:C32)
② 標準偏差の算出
F3セルに測定値の標準偏差を算出します.標準偏差はばらつきを表す統計量で,STDEV.P関数を用いて以下のように算出します.
=STDEV.P(C3:C32)
③ 上限規格値と下限規格値の入力
予め定められている規格値を,それぞれのセルに入力します.今回の例では,下限値は9.9 mm,上限値が10.1mmとしています.
④ Cpの算出
Cpの算出式は以下になります.
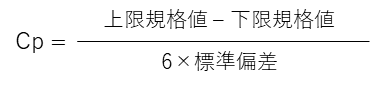
F7セルには以下の式を入力して算出します.
=(F4-F5)/(6*F3)
計算例ではCp=1.378となり工程能力は十分と判断することができます.
⑤ Cpkの算出
Cpkの算出式は以下になります.

F8セルには以下の式を入力して算出します.
=MIN((F4-F2)/(3F3),(F2-F5)/(3F3))
計算例ではCpk=1.043となり,十分な工程能力があると判断できませんでした.
今回の例では,Cpだけで考えると工程能力はあるが,Cpkを算出すると低い値となり製品の平均値が目標値から乖離していることがわかります.